





关键词 |
在线检测系统,气体分析仪器,在线分析系统,气体浓度分析 |
面向地区 |
全国 |
氧气含量在线分析仪,主要使用在加热炉、实验室气体检测、工业过程、环境检测等作业环境中,来在线监测氧气浓度的仪表。目前市面上的氧分析仪种类较多,检测原理也各不相同,主要有顺磁、电化学和红外等几种方式。客户在选择的时候,要根据不同的使用场合和工艺来挑选。
氧气含量在线分析仪
因为不同的行业具体工况也不一样,所以在使用氧气含量在线分析仪的时候,要特别注意现场环境。比如,不能含有油类组分,不能有大量灰尘,固体颗粒等物质,防止造成氧分析仪渗透膜出现堵塞现象,影响仪器分析效果。其次,氧含量检测仪的配套管线,使用时也要坚持密封的原则。否则,即使出现微小的泄漏,都有可能让环境中的氧气扩散到检测仪中,从而导致检测结果出现误差。误差结果严重的,还会发生安全事故。
RTO焚烧炉废气浓度监测仪LEL仪器特点优势包括:
有效分析有机可燃气体浓度并输出信号。
针对VOCs治理行业中的RTO前端应用。
针对不同项目工况需求,可以进行非标优化。
标准信号输出,支持数据上传。
定制预处理单元,有效减少有机溶剂、弱酸、水、负压等因素的影响。
应用场景:废气处理,天然气燃烧炉管道
RTO焚烧炉废气浓度监测仪LEL使用注意事项:
1、气液分离器内置滤芯用于过滤微量粉尘、油脂和少量水分,当滤芯表面附着杂质污染变色时,需旋开储水过滤器更换滤芯。
2、日常工作中或标定中如采样流量过小,且调整后无明显变化,需检查气路是否堵塞和气路中过滤部件是否堵塞。
3、定期对分析仪表进行标定,示数稳定,标定周期不得超过3个月。
RTO焚烧炉废气浓度监测仪LEL,有机可燃监测系统,rto废气有机可燃分析仪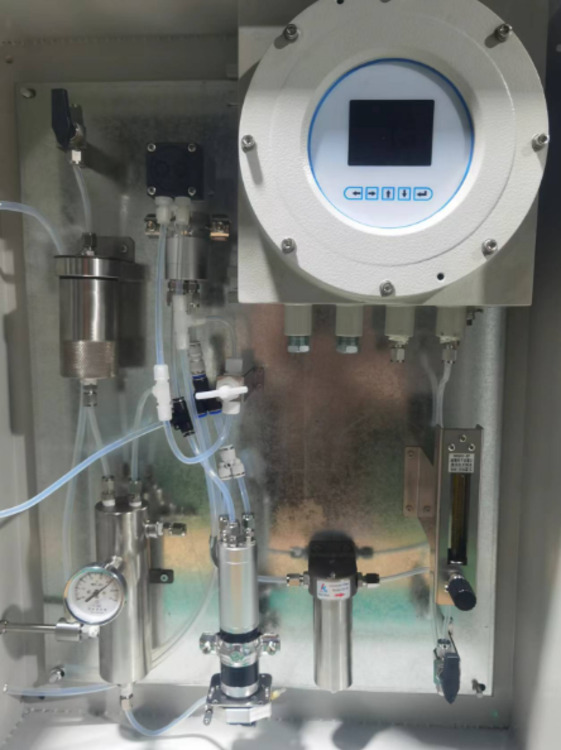
在发电领域火力发电是相对普遍的一种供能方式,火力发电是利用可燃物燃烧产生电能,从能量转换的观点分析其过程是:化学能→热能→机械能→电能。火力发电的燃料主要是以燃煤为主,煤粉和空气在电厂锅炉炉膛空间内悬浮并进行强烈的混合和氧化燃烧,燃料的化学能转化为热能。热能以辐射和热对流的方式传递给锅炉内的高压水介质,分阶段完成水的预热、汽化和过热过程,使水成为高压高温的过热水蒸气。水蒸气经管道有控制地送入汽轮机,由汽轮机实现蒸气热能向旋转机械能的转换。高速旋转的汽轮机转子通过联轴器拖动发电机发出电能,电能由发电厂电气系统升压送入电网。
那么在工艺转化过程中,煤粉与空气混合及相关的氧化反应,如果氧气没有控制在合理范围内,极易产生爆炸事故。因此氧含量分析仪在发电锅炉燃烧过程控制中起到非常重要的作用。
市面上常见的氧含量分析仪有电化学原理和顺磁原理两种形式,电化学氧分析仪原理比较侧重于检测分析微量氧和常量氧,对精度要求不高的工艺在考虑性价比方面可以选择使用电化学原理的氧含量分析仪。顺磁氧分析仪因其磁力机械式原理,因此不容易受外界环境的干扰,检测精度更高,寿命更长。
煤粉仓磨煤机co一氧化碳o2氧气分析仪
工艺目的:
现在电厂锅炉均采用喷煤方式以提高煤的利用效率,而在煤粉磨制过程中有可能由于火花及自燃等情况,导致磨煤机系统的燃烧或爆炸。因此CO一氧化碳含量、O2氧气含量是发电厂燃煤锅炉磨煤机内防爆的一个重要指标。
磨煤机CO分析装置用于连续监测磨煤机出口或煤粉仓内的CO浓度,它可以及时分析出机内任何微小的co含量变化,并将数据及时显示给操作人员。并能根据预设的数值门限提供预报警,提前采取预防措施,以避免煤粉发生着火甚至爆炸的危险。
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCS\PLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。
在线红外煤气热值仪采用国际的NDIR非分光红外技术和基于MEMS的TCD热导技术,主要用于测量各种煤气、生物燃气中的CO、CO2、CH4、H2、O2、CnHm 等六种气体体积浓度及热值。
过程分析仪器仪表又称在线分析仪器仪表,是用于工业生产流程中对物质的成分及性质进行自动分析与测量仪器仪表的总称,为燃烧控制、废气安全回收、流程工艺控制、质量监测所需的自动化分析产品,所显示的数据反映生产中的实时状况。
过程分析仪表选型的一般原则
(1)选用过程分析仪表时,应详尽了解被分析对象工艺过程介质特性、选用仪表的技术性能及其它限制条件。
(2)应对仪表的技术性能和经济效果作充分评估,使之能在产品质量和生产安全、增加经济效益、减轻环境污染等方面起到应有的作用。
(3)所选用分析仪表检测器的技术要求应能满足被分析介质的操作温度、压力和物料性质,特别是全部背景组份及含量的要求。
(4)仪表的选择性、适用范围、度、量程范围、小检测量和稳定性等技术指标,须满足工艺流程要求,并应性能可靠,操作、维修简便。
(5)对用于腐蚀性介质或安装在易燃、易爆、危险场所的分析仪表,应符合相关条件或在采取必要的措施后能符合使用要求。
(6)用于控制系统的分析仪表,其线性范围和响应时间须满足控制系统的要求。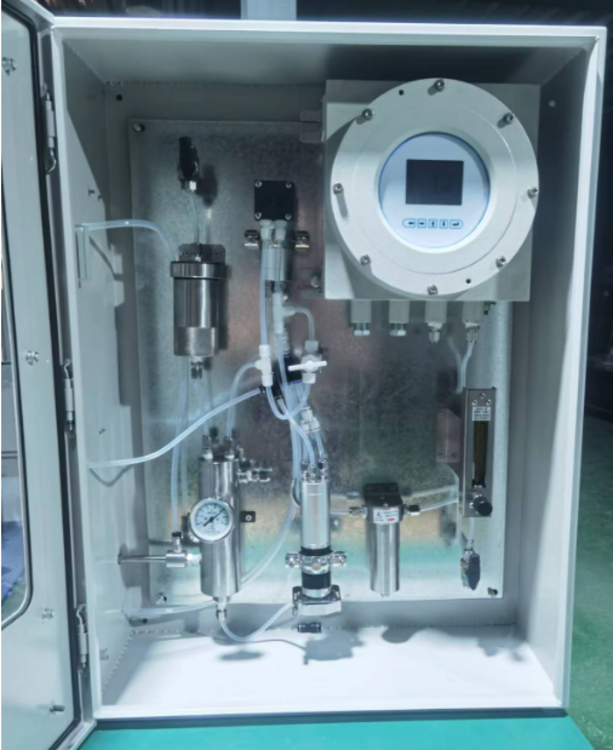
用于检测车间的VOC浓度、厂界的VOC浓度等的仪器
有机废气检测仪,可检测气体包括:挥发性有机化合物(VOCs)、非甲烷总烃,碘甲烷、氨、苯、甲苯。
主要用于检测车间的VOC浓度、厂界的VOC浓度、安全事故应急监测、废气排放浓度达标快速检测。
中文名有机废气检测仪
类 别VOC检测仪
类 型泵吸式
对 象VOC
目录
1产品结构
2主要特点
产品结构
播报
编辑
便携式挥发性气体VOC检测仪
手持式挥发性气体VOC气体分析仪,,是一种可连续测VOC(有机挥发物)的手持仪表.
可检测气体包括:挥发性有机化合物(VOCs)、碘甲烷、氨、苯、甲苯及
苯类衍生物、TDI、乙烯、丁醇、汽油蒸汽、飞机燃油、液态汽油气体、丁烷、乙醛、
部分WMD。适用于工业卫生、环境监测、土壤的污染与
整治等与有机挥发物检测的场所,能有效工作人员的生命安全不受侵害,
生产设备不受损失。
此款PID检测仪采用泵抽式检测气体,敏感元件采用进口PID光离子传感器,具有出色
的灵敏度和重复性;嵌入式微处理器控制,可靠性高,的人机交互界面不
仅做到了功能且操作简单。
对于检测焚烧炉中的有机可燃气体浓度,可以通过安装可燃分析仪来保障安全生产。同时,经过废气尾气RTO有机voc在线检测预处理系统后,可以实时分析样气中的有机可燃气含量,并根据预设报警值进行报警、启动连锁装置。同时根据不同客户工况需求,可实现模拟量信号上传。那么在实际应用中,安装这个系统是不是就能完全避免发生安全事故呢?
有机可燃分析仪
接下来艾伊科技小编为大家介绍一下RTO可燃气LEL在线监测:
应环保要求,很多化工企业会使用RTO 装置来处理废气,在此过程中因为有机可燃气体浓度超标,很容易引发安全事故
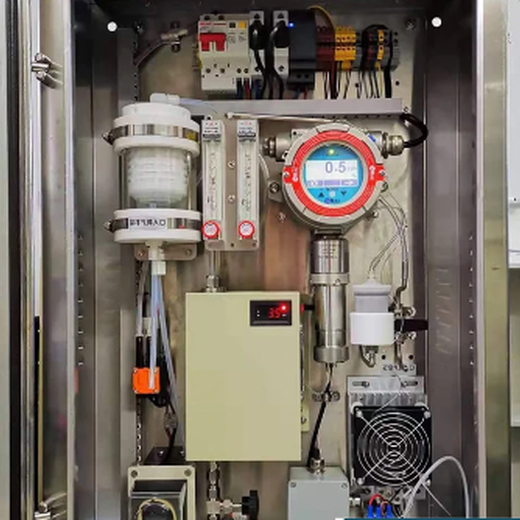
气体在线监测系统是果宇科技针对环境中的烟气、废气等气体进行实时在线监测的一款产品,产品适用于常温,有水汽,少量粉尘的工况下进行监测。
我们来看下产品构成:
电源开关:DC24V对监测设备进行稳定供电。
采样泵:将样气从烟道等环境中抽出。
过滤器:过滤粉尘和水汽
流量计:控制及分析进气量
检测仪:采用进口品牌检测仪。
接下来是检测仪监测工作流程:
进气口采样进入一部分进入到过滤器进行过滤,进行排水。第二部分将气体通过采样泵、流量计进行控制和分析,进入到气体检测仪进行数据分析,分析数据是否超标,将多余气体通过排气口排出。
承接各类国内外监测仪表 OEM集成订单
————— 认证资质 —————
全国气体在线监测系统热销信息
站内来访