关键词 |
气体监测仪表,气体监测装置,气体分析仪器,在线分析系统 |
面向地区 |
全国 |
RTO焚烧炉废气浓度监测仪LEL仪器特点优势包括:
有效分析有机可燃气体浓度并输出信号。
针对VOCs治理行业中的RTO前端应用。
针对不同项目工况需求,可以进行非标优化。
标准信号输出,支持数据上传。
定制预处理单元,有效减少有机溶剂、弱酸、水、负压等因素的影响。
应用场景:废气处理,天然气燃烧炉管道
RTO焚烧炉废气浓度监测仪LEL使用注意事项:
1、气液分离器内置滤芯用于过滤微量粉尘、油脂和少量水分,当滤芯表面附着杂质污染变色时,需旋开储水过滤器更换滤芯。
2、日常工作中或标定中如采样流量过小,且调整后无明显变化,需检查气路是否堵塞和气路中过滤部件是否堵塞。
3、定期对分析仪表进行标定,示数稳定,标定周期不得超过3个月。
RTO焚烧炉废气浓度监测仪LEL,有机可燃监测系统,rto废气有机可燃分析仪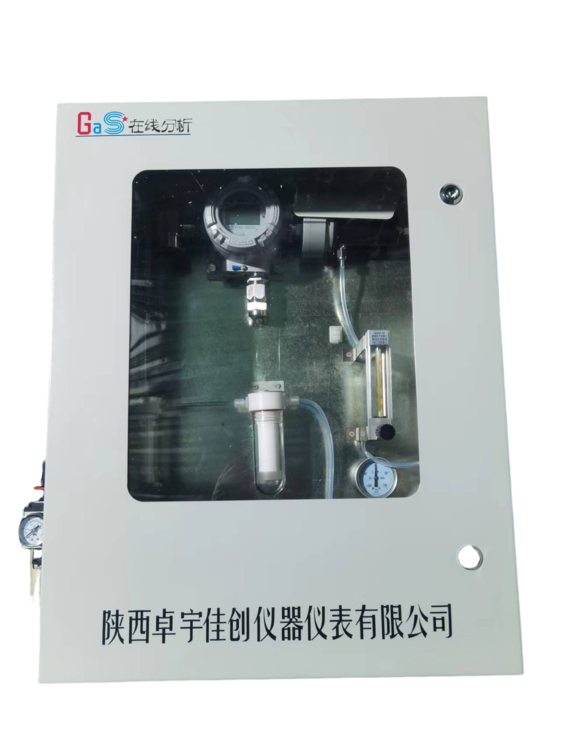
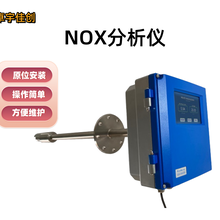
煤粉仓磨煤机co一氧化碳o2氧气分析仪
工艺目的:
现在电厂锅炉均采用喷煤方式以提高煤的利用效率,而在煤粉磨制过程中有可能由于火花及自燃等情况,导致磨煤机系统的燃烧或爆炸。因此CO一氧化碳含量、O2氧气含量是发电厂燃煤锅炉磨煤机内防爆的一个重要指标。
磨煤机CO分析装置用于连续监测磨煤机出口或煤粉仓内的CO浓度,它可以及时分析出机内任何微小的co含量变化,并将数据及时显示给操作人员。并能根据预设的数值门限提供预报警,提前采取预防措施,以避免煤粉发生着火甚至爆炸的危险。
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCS\PLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。
氨是重要的无机化工产品之一,在国民经济中占有重要地位。除液氨可直接作为肥料外,农业上使用的氮肥,例如尿素、硝酸铵、磷酸铵、氯化铵以及各种含氮复合肥,都是以氨为原料的。合成氨生产工艺,主要包括粗煤气的CO变换、酸性气体脱除、甲烷化、合成氨和氨冷冻等几个步骤。
在化工生产过程中对气体成份含量进行在线分析很关键,它直接关系到产品质量、生产效率、生产效益、生产安全和达标排放。
红外气体分析仪、顺磁气体分析仪等在线分析仪于合成氨工艺的一氧化碳、氧气进行实时分析。可以根据企业的现场工艺参数进行定制,满足现场工况。
系统主要由取样预处理部分、分析仪表、和联锁控制部分组成。系统可以根据工艺的要求实现防爆、耐腐蚀、响应快、分析精度高等功能。
常用合成氨工艺分析仪工艺段:
工艺点
目的
检测气体 常见量程
洗气塔出口、气柜前后
静电除尘前后
工艺控制、安全生产
O2 0-1% vol
中变炉出口 工艺控制 CO 0-5% vol
低变炉出口 工艺控制 CO 0-1% vol
脱碳净化出口 工艺控制 CO2 0-1% vol
醇后气
在线气体分析的提取步骤
提取式在线气体分析仪用于连续测定气体混合物中的一种或多种气体的浓度。通过测定过程气体的浓度,可以控制和监测过程流量,从而实现过程自动化及其优化,确保产品质量。此外,在线气体分析仪还可用于检测废气排放,用于环境保护,确保符合相关法规规定。
通过提取测量操作程序,应分析的试样从过程管线中进行提取,经预处理通过一根试样管线和一套试样制备系统进入分析仪。此系统调节试样制备的压力、温度和流量等,并使样气无灰尘和水分(如若需要)。从而可在规定条件下进行测量。此外,该分析仪还可防止损坏影响。
根据需要测量的成分的类型和测量点,可以使用多种不同物理和电化学方式进行测量。
在线煤气分析系统是天禹智控自主研发新型在线监测系统,该产品基于非分光红外(NDIR)气体分析技术、命电化学传感技术以及基于MEMS的热导技术,可同时在线测量煤气的热值,以及CO、CO2、CH4、H2、O2、CnHm等气体的体积浓度。预处理系统采用冷干法设计,关键部件采用原装进口,可根据现场不同的工况条件,为客户定制解决方案,分析系统的可靠运行。
产品特点
可靠性强,方便维护。加热型快拆取样探头,智能温控设计,双重保温,适用于极寒低温环境,配置脉冲反吹技术有效防止滤芯杜塞。
性能稳定,过滤效果好。内置双级过滤,电子制冷器,自动排水单元,可搭载全自动水洗器,采用自动喷淋技术,有效除去样气中粉尘、焦油及水分,仪器长期有效运行。
全自动化,操作简单。搭载10寸人机界面,自动完成采样、反吹、排水等操作,可配置多路采样功能,实现多个取样点循环监测,用户可根据现场实际工况自由配置系统参数,操作更便捷。
测量组分全,精度高。采用自主知识产权的煤气分析仪进行气体在线分析,可同时测量CO、CO2、CH4、H2、O2、CnHm等多组分气体的体积浓度,自动计算并显示热值。
接口标准化。可通过RS485标准接口将数据传输到上级集中控制系统,为实现远程监测、调整现场工艺提供实时依据。
典型应用
广泛应用于高炉煤气、高炉喷煤、高炉炼铁、转炉炼钢、水泥窑炉、电石尾气等钢铁、冶金、化工、石油行业工业过程分析及安全监测。
用于检测车间的VOC浓度、厂界的VOC浓度等的仪器
有机废气检测仪,可检测气体包括:挥发性有机化合物(VOCs)、非甲烷总烃,碘甲烷、氨、苯、甲苯。
主要用于检测车间的VOC浓度、厂界的VOC浓度、安全事故应急监测、废气排放浓度达标快速检测。
中文名有机废气检测仪
类 别VOC检测仪
类 型泵吸式
对 象VOC
目录
1产品结构
2主要特点
产品结构
播报
编辑
便携式挥发性气体VOC检测仪
手持式挥发性气体VOC气体分析仪,,是一种可连续测VOC(有机挥发物)的手持仪表.
可检测气体包括:挥发性有机化合物(VOCs)、碘甲烷、氨、苯、甲苯及
苯类衍生物、TDI、乙烯、丁醇、汽油蒸汽、飞机燃油、液态汽油气体、丁烷、乙醛、
部分WMD。适用于工业卫生、环境监测、土壤的污染与
整治等与有机挥发物检测的场所,能有效工作人员的生命安全不受侵害,
生产设备不受损失。
此款PID检测仪采用泵抽式检测气体,敏感元件采用进口PID光离子传感器,具有出色
的灵敏度和重复性;嵌入式微处理器控制,可靠性高,的人机交互界面不
仅做到了功能且操作简单。
————— 认证资质 —————